
ଆମ କାରଖାନାରେ ସାଧାରଣ ନୀଳମଣି ପ୍ରକ୍ରିୟାକରଣ ପଦକ୍ଷେପଗୁଡ଼ିକ ନିମ୍ନଲିଖିତ ଅଟେ |

ଏକ୍ସ-ରେ NDT କ୍ରିଷ୍ଟାଲ୍ ଆରିଏଣ୍ଟେସନ୍ ଉପକରଣ |
ପ୍ରଥମେ, ଆମେ ସ୍ଫଟିକ୍ ଆଭିଏଣ୍ଟେସନ୍ ଯନ୍ତ୍ରକୁ ସ୍ଫଟିକ୍ ଆଭିଏଣ୍ଟେସନ୍ ଚିହ୍ନଟ କରିବା ପାଇଁ ବ୍ୟବହାର କରୁ then ଏବଂ ତା’ପରେ ଆମେ ଗ୍ରାହକଙ୍କ ଅନୁରୋଧ ଭାବରେ ଆଭିଏଣ୍ଟେସନ୍ ଚିହ୍ନିତ କରିବୁ |
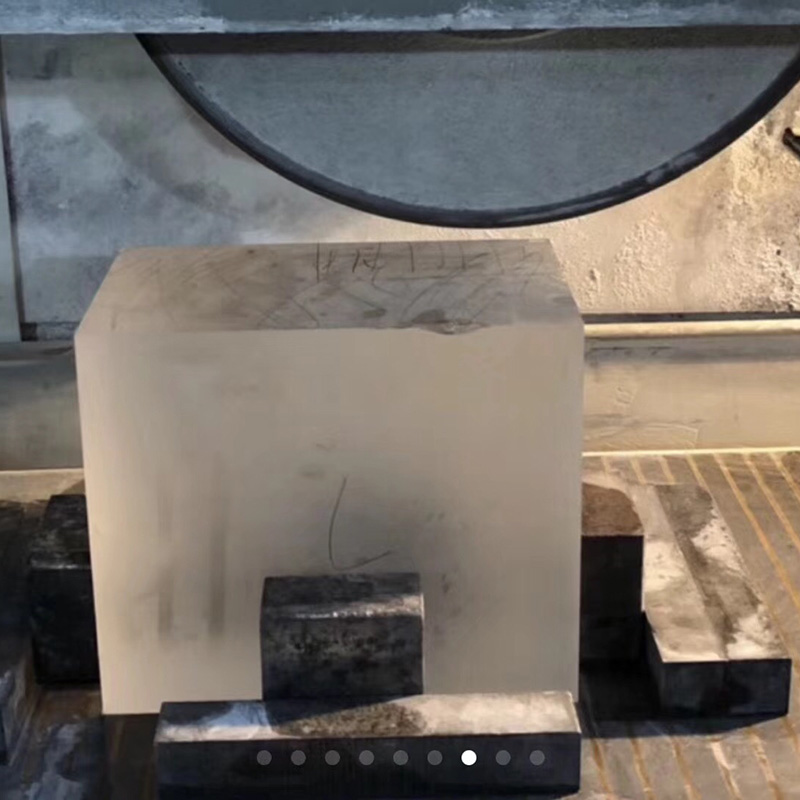
ନୀଳମଣି ଇଟା କାଟିବା |
ତା’ପରେ ଆମେ ନୀଳକଣ୍ଠ ଇଟାକୁ କାଟିଦେବୁ, ଘନତା ସମାପ୍ତ ଦ୍ରବ୍ୟର ନିକଟତର, କିନ୍ତୁ ଗ୍ରାଇଣ୍ଡିଂ ଏବଂ ପଲିସିଂ ପାଇଁ ଆବଶ୍ୟକ ଅପସାରଣ ସ୍ତରର ଘନତା ସଂରକ୍ଷଣ କରନ୍ତୁ |

ରାଉଣ୍ଡିଂ ମେସିନ୍ |
ଯଦି ଅନ୍ତିମ ଦ୍ରବ୍ୟ ଗୋଲାକାର ଆକୃତି ଅଟେ, ତେବେ ଉତ୍ପାଦର ଗୋଲାକାର ଆବଶ୍ୟକ ସ୍ତରକୁ ଆଣିବା ପାଇଁ ଆମେ କଟା ବର୍ଗ କିମ୍ବା ଗୋଲାକାର ଫ୍ଲାଟ ସିଟ୍ ଗୋଲେଇ ଦେବୁ |

ଗ୍ରାଇଣ୍ଡିଂ ରୁମ୍ |
ଆକୃତିର ପୂର୍ବର ସମସ୍ତ କାର୍ଯ୍ୟ ସମାପ୍ତ କରିବା ପରେ, ଆମେ ଗ୍ରାଇଣ୍ଡିଂରୁ ଉତ୍ପାଦର ପୃଷ୍ଠକୁ ପ୍ରକ୍ରିୟାକରଣ କରିବୁ |,ଯନ୍ତ୍ରର ସଠିକତା ପାଇଁ ଚାହିଦା ଡିଗ୍ରୀ ଉପରେ ନିର୍ଭର କରି, ଆମେ ଦୁଇଟି ଭିନ୍ନ ପ୍ରକ୍ରିୟା ବ୍ୟବହାର କରୁ, ଏକକ-ପାର୍ଶ୍ୱ ଗ୍ରାଇଣ୍ଡିଂ କିମ୍ବା ଦ୍ୱି-ପାର୍ଶ୍ୱ ଗ୍ରାଇଣ୍ଡିଂ |
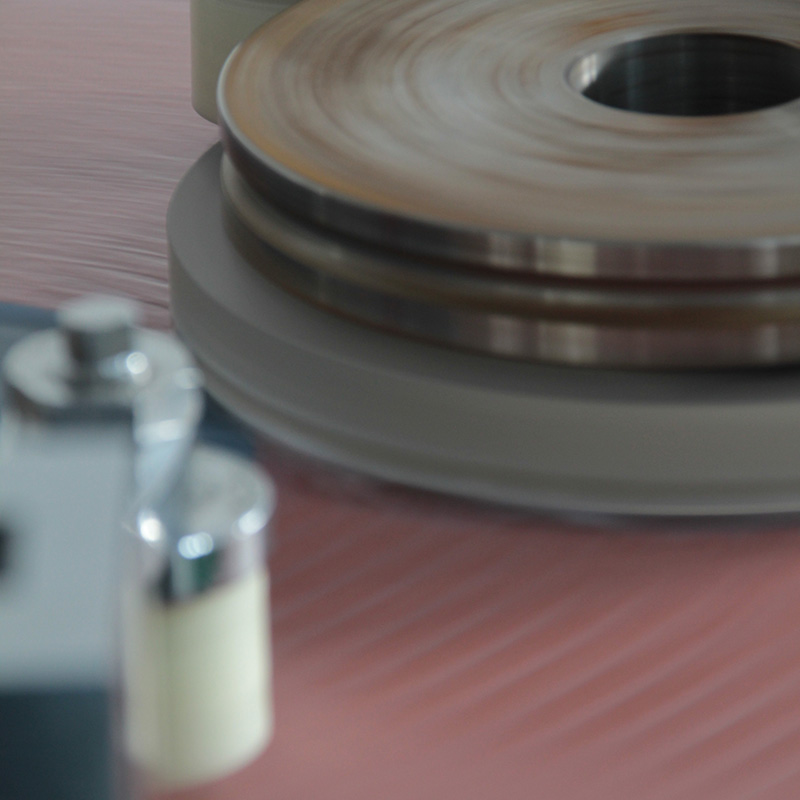
ଏକକ ପାର୍ଶ୍ୱ ଗ୍ରାଇଣ୍ଡିଂ ଏବଂ ପଲିସିଂ ମେସିନ୍ |
ଏକକ ପାର୍ଶ୍ gr ଗ୍ରାଇଣ୍ଡିଂ ଅଧିକ ସମୟ ନେଇଥାଏ ଏବଂ ଉଚ୍ଚ ପୃଷ୍ଠ ଆବଶ୍ୟକତା ସହିତ ଉତ୍ପାଦଗୁଡିକ ପାଇଁ ଉପଯୁକ୍ତ ଅଟେ |
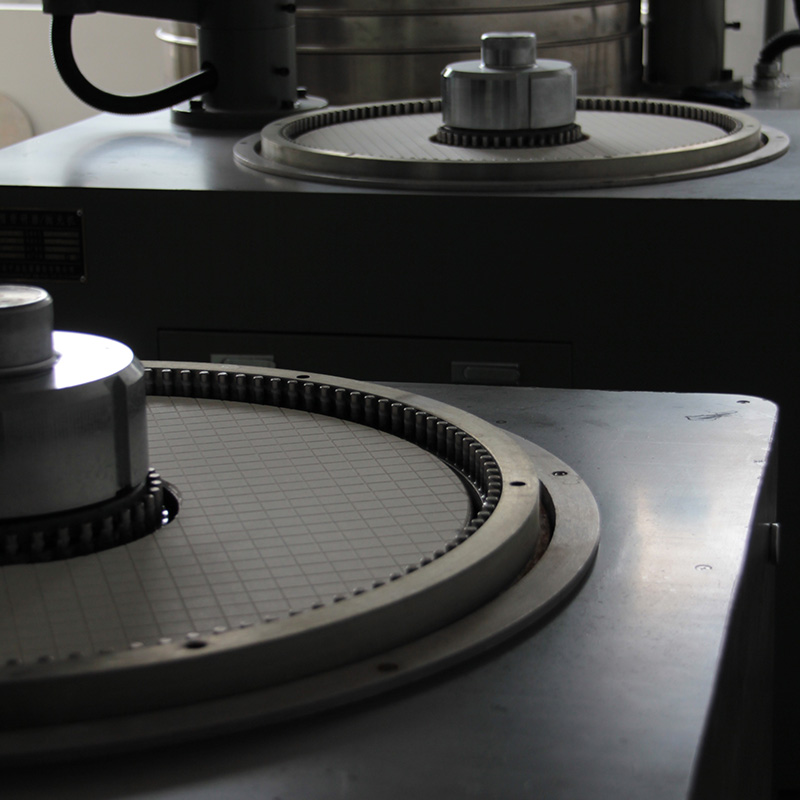
ଡବଲ୍ ପାର୍ଶ୍ୱ ଗ୍ରାଇଣ୍ଡିଂ ଏବଂ ପଲିସିଂ ମେସିନ୍ |
ଡବଲ୍ ସାଇଡ୍ ଗ୍ରାଇଣ୍ଡିଂ ପ୍ରକ୍ରିୟାକରଣ ଏକକ ପାର୍ଶ୍ୱ ଗ୍ରାଇଣ୍ଡିଂ ଠାରୁ ଦ୍ରୁତ ଅଟେ, ଏହା ଏକ ସମୟରେ ଦୁଇଟି ଭୂପୃଷ୍ଠ ଗ୍ରାଇଣ୍ଡିଂ ସଂପୂର୍ଣ୍ଣ କରିପାରିବ ଏବଂ ଡବଲ୍ ସାଇଡ୍ ଗ୍ରାଇଣ୍ଡିଂର ଉତ୍ପାଦ ସମାନ୍ତରାଳତା ସେହି ଏକକ ପାର୍ଶ୍ୱ ଗ୍ରାଇଣ୍ଡିଂ ଅପେକ୍ଷା ଭଲ |

ମାନୁଆଲ୍ ଚାମ୍ଫେରିଙ୍ଗ୍ |
ଚାମ୍ଫେରିଙ୍ଗ୍ ପ୍ରକ୍ରିୟାକରଣ ପ୍ରକ୍ରିୟାରେ ଉତ୍ପାଦ ଗ୍ରାଇଣ୍ଡିଂ ଏବଂ ପଲିସିଂ ଉପରେ ଧାର ଧକ୍କା ହେବାର ଖରାପ ପ୍ରଭାବକୁ ଏଡାଇ ଦେଇପାରେ |,ଉତ୍ପାଦ ପରିବହନ ସମୟରେ ଏହା ଶ୍ରମିକମାନଙ୍କୁ କାଟରୁ ମଧ୍ୟ ରକ୍ଷା କରିଥାଏ |

ସୂକ୍ଷ୍ମ ଗ୍ରାଇଣ୍ଡିଂ ପ୍ରକ୍ରିୟା କାର୍ଯ୍ୟକ୍ଷେତ୍ର |
ପ୍ରଥମ ଗ୍ରାଇଣ୍ଡିଂ ପ୍ରକ୍ରିୟା ସମାପ୍ତ କରିବା ପରେ, ଏହା ଦ୍ୱିତୀୟ ଗ୍ରାଇଣ୍ଡିଂ, ସୂକ୍ଷ୍ମ ଗ୍ରାଇଣ୍ଡିଂ ପ୍ରକ୍ରିୟାରେ ପ୍ରବେଶ କରିବ |

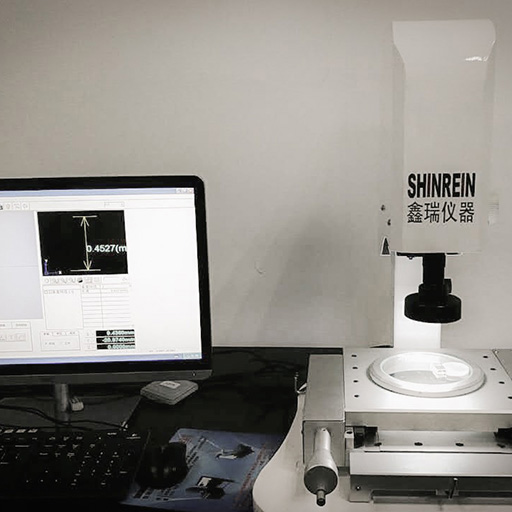
ମୋଟା ମାପ
ଯେତେବେଳେ ସୂକ୍ଷ୍ମ ଗ୍ରାଇଣ୍ଡିଂ ପ୍ରକ୍ରିୟା ସମାପ୍ତ ହୁଏ, ଆମକୁ ଘନତା ମାପିବା ଆବଶ୍ୟକ ଏବଂ ଏହା ନିଶ୍ଚିତ ଯେ ଏହା ଉତ୍ପାଦର ସହନଶୀଳତା ମଧ୍ୟରେ ଅଛି | ପଲିସିଂ ପ୍ରକ୍ରିୟା ସମୟରେ ଘନତା ପରିବର୍ତ୍ତନ ହେବ ନାହିଁ, ତେଣୁ ସୂକ୍ଷ୍ମ ଗ୍ରାଇଣ୍ଡିଂ ପରେ ଘନତା ସମାପ୍ତ ଦ୍ରବ୍ୟର ଆବଶ୍ୟକତା ମଧ୍ୟରେ ରହିବା ଉଚିତ |

ପଲିସିଂ ରୁମ୍ |
ଯଦି ସୂକ୍ଷ୍ମ ଗ୍ରାଇଣ୍ଡିଂ ଉତ୍ପାଦର ଭୂପୃଷ୍ଠ ଗୁଣ ଆମର କୁଶଳୀ ଶ୍ରମିକଙ୍କ ଯାଞ୍ଚକୁ ପାସ୍ କରିପାରିବ, ତେବେ ଏହା ପ୍ରକ୍ରିୟାକରଣ, ପଲିସିଂର ଶେଷ ପର୍ଯ୍ୟାୟରେ ପ୍ରବେଶ କରିବ | ଗ୍ରାଇଣ୍ଡିଂ ସହିତ ସମାନ, ଗ୍ରାହକଙ୍କ ପୃଷ୍ଠଭୂମି ଗୁଣ ଆବଶ୍ୟକତା ଉପରେ ନିର୍ଭର କରି ଆମେ ଦୁଇଟି ଭିନ୍ନ ପଲିସିଂ ପଦ୍ଧତି ବ୍ୟବହାର କରିବୁ |

ଡବଲ୍ ପଲିସିଂ ରୁମ୍ ଏବଂ ଅଲ୍ଟ୍ରାପ୍ୟୁର୍ ୱାଟର ଉପକରଣ |
ଡବଲ୍ ସାଇଡ୍ ପଲିସିଂ ପଲିସିଂ ପାଇଁ ଆବଶ୍ୟକ ସମୟକୁ ବହୁ ମାତ୍ରାରେ ହ୍ରାସ କରିପାରେ, ଯେତେବେଳେ ଆଡେସିଭ୍ ପ୍ଲେଟର ପ୍ରକ୍ରିୟାକରଣ ପଦକ୍ଷେପଗୁଡ଼ିକୁ ହଟାଇଥାଏ, ତେଣୁ ଏହା ସାଧାରଣତ the ଭୂପୃଷ୍ଠ ଗୁଣବତ୍ତା ଆବଶ୍ୟକତାରେ ଅଧିକ ବ୍ୟବହୃତ ହୁଏ ନାହିଁ, କିନ୍ତୁ ପ୍ରକ୍ରିୟାକରଣ ପରିମାଣ ବହୁତ ବଡ |
ଏକକ ସାଇଡ୍ ପଲିସିଂ |
ଉଚ୍ଚ ଭୂପୃଷ୍ଠ ଗୁଣବତ୍ତା ଆବଶ୍ୟକତା ଥିବା ଉତ୍ପାଦଗୁଡିକ ପାଇଁ, ପ୍ରକ୍ରିୟାକରଣ ପ୍ରକ୍ରିୟାରେ ନିୟନ୍ତ୍ରିତ ହେବା ଆବଶ୍ୟକ କରୁଥିବା ଭେରିଏବଲ୍ ଗୁଡିକୁ ହ୍ରାସ କରିବା ପାଇଁ ଏକପାଖିଆ ପଲିସିଂ ମେସିନ୍ ଉପରେ ଏକପାଖିଆ ପ୍ରକ୍ରିୟା କରିବା ଆବଶ୍ୟକ, ଏବଂ ଉଚ୍ଚ-ସଠିକତା ପୃଷ୍ଠ ପ୍ରକାରଗୁଡିକ ପ୍ରାୟତ adjust ସଜାଡିବା ଆବଶ୍ୟକ ଏବଂ | ପାଇବା ପାଇଁ ବାରମ୍ବାର ପ୍ରକ୍ରିୟାକରଣ କରାଯାଏ, ଯାହା ମଧ୍ୟ ନିର୍ଣ୍ଣୟ କରେ ଯେ ଉଚ୍ଚ ସଠିକତା ଦ୍ରବ୍ୟର ମୂଲ୍ୟ ଉତ୍ପାଦର ସାଧାରଣ ସଠିକତାଠାରୁ ଅଧିକ ଅଧିକ କାହିଁକି?
ପରିମାପ ଯାଞ୍ଚ
ପ୍ରକ୍ରିୟାକରଣ ଏବଂ ପରିଷ୍କାର କରିବା ପରେ, ଉତ୍ପାଦଟି ଆମର ଗୁଣବତ୍ତା ଯା inspection ୍ଚ କେନ୍ଦ୍ରକୁ ପଠାଯାଇଥାଏ ଯେ ସୁନିଶ୍ଚିତ ଉତ୍ପାଦ ଗ୍ରାହକଙ୍କ ଡିଜାଇନ୍ ଆବଶ୍ୟକତା ପୂରଣ କରେ | ଅବଶ୍ୟ, ଏଠାରେ ସମାପ୍ତ ଉତ୍ପାଦ ପରୀକ୍ଷଣ ଆମର ସମସ୍ତ ପରୀକ୍ଷା ପ୍ରଣାଳୀ ଏବଂ ଗୁଣବତ୍ତା ନିଶ୍ଚିତତା ଅର୍ଥକୁ ପ୍ରତିନିଧିତ୍ୱ କରେ ନାହିଁ, ଉତ୍ପାଦ ପରୀକ୍ଷା ସମଗ୍ର ପ୍ରକ୍ରିୟା ମାଧ୍ୟମରେ ଚାଲିବ |,ମୁଖ୍ୟତ D ପରିମାପ, ଗୋଲାକାରତା, ସମାନ୍ତରାଳତା, ଭୂଲମ୍ବତା, କୋଣ, ଭୂପୃଷ୍ଠ ସମତଳତା |

ପୃଷ୍ଠଭୂମି ଗୁଣବତ୍ତା ଯା cking ୍ଚ
ଉତ୍ପାଦର ପୃଷ୍ଠରେ ସ୍କ୍ରାଚ୍ ଏବଂ ଦାଗ ଯାଞ୍ଚ କରିବା ପାଇଁ ଆମେ ମାନକ ଅପ୍ଟିକାଲ୍ ଯାଞ୍ଚ ଲାଇଟ୍ ଏବଂ ମାଇକ୍ରୋସ୍କୋପ୍ ବ୍ୟବହାର କରୁ |

ସର୍ଫେସ୍ ଫ୍ଲାଟନେସ୍ ଯାଞ୍ଚ |
ଲେଜର ଇଣ୍ଟରଫେରୋମିଟର ବ୍ୟବହାର କରି ଉତ୍ପାଦର ଭୂପୃଷ୍ଠ ସମତଳତା ଏବଂ ସମାନ୍ତରାଳତା ଚିହ୍ନଟ ହେବ |